| Die wichtigsten Fachausdrücke der Binnenschiffahrt
A – Aalschokker ,abmustern, abschalken (abschalmen), Achterondrer, achteruit (achteraus), Akkumulator, Ammoniakgas, Ankerlier (Ankerspill), Ankerwinsch, Assekuranz, Atmosphäre, Attest, ausscheren, außenbords, Axiometer, Azetylen
B – Baakenmeester, bäcken, Bake, Ballast, Bändsel, Batterie, Bilge, Bleesbaken, Bö (böig), Boje, Brittel (britteln), Buchse (Büchse), Bugsprit, bugsieren, Bugstag, Buhne (Kribbe), Bullauge
C – Chartervertrag, Chrom
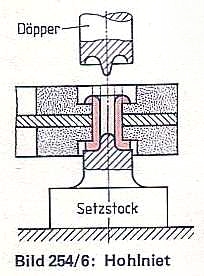
D – Dalben (Duckdalben), Dämsel (Demsel), Davit (Kranbalken), Deckkleid, Deckstopper, Deklaration (deklarieren), Dennebaum (Tennebaum), Dispascheur, Dolle, Döpper, Draggen, Draht, Drempel, Ducht, dwars, Dynamometer
E – effektiv (Pse), Eichskala (Eichschale), Elevator, Elektrizität, enkel (enkele Boot), Exhauster, Expansion, Experte, Exzenter
F – Fender, fieren, Flansch, Flieger (Nachen), flöten (fleuten), Franchise, Fretter (Kuhmaul, Schäkel),
G – Geländer (Reling, Verschanzung), Generator, Geschirr, Gierfähre (gieren), Gräting
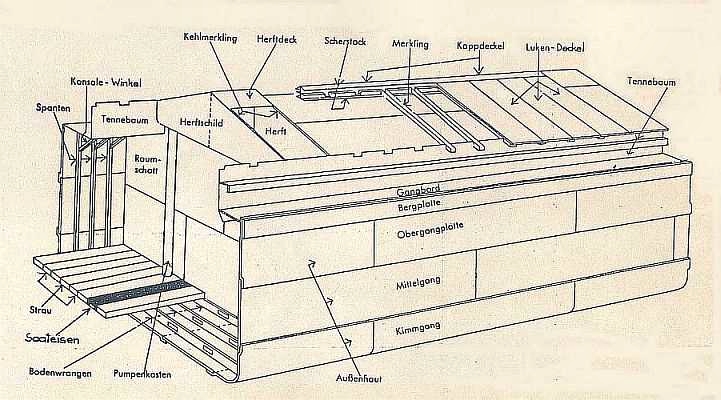
H – Hall's Anker, Handöse (Ösfaß), Haspel, Havarie (Havarei), Helling (Helgen), Helmstock, Herft, hieven, Hypothek
I – Indikator (indizieren (Psi)), Ingenieur, Inspektor, Inventar,
J – Jacht, Jolle
K – Kai, Kajüte, kalfatern, Kapazität, Kappdeckel, Karwel, Kasko, Kattekopp (Katzenkopf), Kattespor (Bodenwrange), Kausch, Kempenaar, Kimm, klarieren, Klinker, Klippanker, Klüse, Kocher ( Koker), Kohlteer, Kollosion, Kombüse, Kondensator, Konnossement, Konstruktion, Kortdüse, Krampe, Kran (Kranenbalken)
L – Längsstringer, Lateralfläche, Leckage, Leckkleid, Lee, Leinenschnäpper, Lier, Lotse, Luke (Lukendach), Luv
M – meeren (mähren), Mahagoni, Manifest, Manko, Manometer, manövrieren, Meerdraht, Menage, Mennige, Merklinge, Metazentrum
N – Nabe, Naht, Nehrstrom (Neerstrom), Nuß
O – Ohring
P – Palstek (Pahlstek), Partikulier, Passagier, passieren, Patent, Penische, Persenning, Piasavebesen, Pick (Kabelgatt), Pier, Pitschpine, Plattling, Pleuel, Plicht (Plecht), Poller, Ponte, Ponton, Positionslaterne, Prahm, Propangas, Propeller, Pülz (Pütze, Püls),
Q – Quadrant, Quarantäne, Quast
R – Raa, rack (racken), rank, Reede (Reederei), Reibholz, Reparatur, Revision, Ritzel (Rundsel, Runzel), Roef, Ruff
S – Schalkkleid, Schlupp (Schaluppe, Slupp), Scheg (Schegg), scheren (Scherstock), schiffisch, Schlaggerte, Schlepphaken (Schleppbock), Schmelzer, Schmöller, Schorbaum, Schrubber, schwaien (schwoien), Sektionsbau, semmen, Sonnentent, Speigatt, Spill, spleissen, Sprenkel, Stabilität, staken, Steven, stiefeln, Strang, Strau, Stropp
T – tauen, Teer (teeren), Teakholz, Tjalk, Topp, törnen, treideln, Turbine, Turnen
V – Vibration, Voith-Schneider-Propeller, Verbunddampfmaschine, verholen
W – Wahrschau, Wasserwiderstand, Werth, wriggen (wricken)
Z – zeisen, zwerch, Zwiebel | |